
Online-Prozessbewertung durch lernende Prozessmodelle
Die Generierung umfassender Daten während der Fertigung, etwa durch den sensorischen Spindelhalter (N2), ermöglicht neue Einblicke in Fertigungsprozesse und eröffnet damit auch neue Möglichkeiten der Prozessbewertung und -planung. Die Herausforderung besteht in der sinvollen Interpretation der gewonnenen Daten und deren anschließender Berücksichtung in der Planung und Prozessführung.
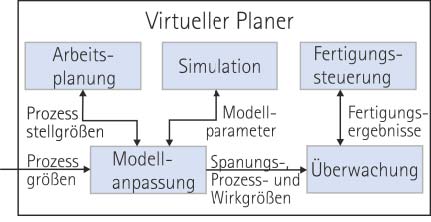
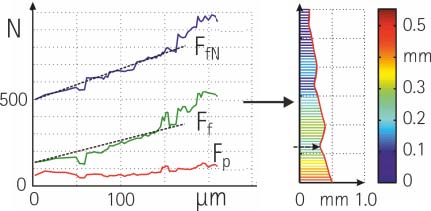
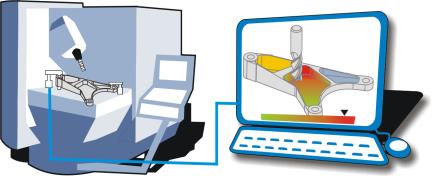
Bevor die Fertigungsdaten, etwa Prozesskräfte oder Qualitätsinformationen, ausgewertet und genutzt werden können, müssen sie zunächst in einen geeigneten Kontext gebracht werden. Dafür nutzt der sogenannte Virtuelle Planer (siehe Bild 1) analytische Vorhersagemodelle und Simulationen, die auf Basis der Rohdaten Prognosen zur Bauteilqualität ermöglichen (siehe Bild 2). Durch die Nutzung von Data-Mining-Techniken erfolgt eine empirische Modellbildung, die kausale Zusammenhänge und Korrelationen ermittelt. Die gewonnen Zusammenhänge ermöglichen eine Entscheidungsfindung für die Prozessauslegung, mit dem Ziel, passende Prozessparameter auszuwählen. Wenn neue Informationen vorliegen, werden die Paramater für das folgende Bauteil angepasst. Bei Bedarf kann der Virtuelle Planer auch in laufende Prozesse eingreifen und die Prozessparameter anpassen.
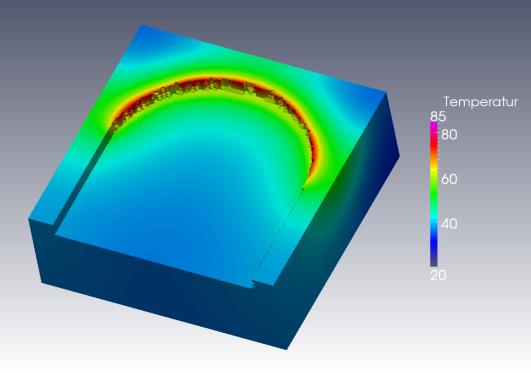
Modelle und Simulationen werden darüber hinaus genutzt, um die Rohdaten mit weiteren relevanten Informationen anzureichern. Eine Abtragssimulation (Bild 3) wird verwendet, um die Eingriffsbedingungen der ablaufenden
Prozesse zu erfassen. Darauf aufbauend werden weitere relevante Informationen für das Entscheidungsmodell generiert und das System befähigt, die Prozesse geometrisch nachzuvollziehen. Damit können die auftretenen Prozesskräfte ortsaufgelöst dem Werkzeugeingriff zugeordnet werden.
Um einen kompletten Regelkreis zu erhalten, werden zusätzlich Qualitätsinformationen erfasst, die eine Prozessbewertung ermöglichen. Auf diese Weise können die erfassten Daten in Hinblick auf das erzielte Ergebnis
interpretiert werden. Durch diese Rückführung der Fertigungsergebnisse erhält die gentelligente Fertigungskette eine zunehmend fundiertere Datenbasis, die eine immer zuverlässigere Fertigungsplanung ermöglicht. Diese Datenrückführung führt zu einem sich selbst kalibrierenden System.
Ein Baustein für die adaptive Prozessauslegung ist die Kommunikation mit der Maschinensteuerung. Dafür existierte bisher keine Möglichkeit, weshalb im Rahmen des Projekts ein NC-Programm entwickelt wurde, das mit dem Virtuellen Planer kommuniziert. Damit ist es möglich, Prozessparameter und die Zustellung des Werkzeugs während der Bearbeitung zu beeinflussen. Der Virtuelle Planer hat zudem die Möglichkeit, eine Messung während des Prozesses anzufordern, wenn die Informationsbasis dies erforderlich macht. Dies ist beispielsweise der Fall, wenn ein neuer Werkstoff oder ein neues Werkzeug verwendet wird, zu dem noch nicht ausreichend Daten vorhanden sind.
Fertigungsinformationen für die adaptive Fertigungsplanung und -steuerung
Das Ziel des Teilprojektes K2 ist die Kombination von bauteilinhärenten Werkstück- und Fertigungsinformationen für die Planung und Überwachung der Fertigung von cyberphysische gentelligenten Bauteilen entsprechend
der Vision Industrie 4.0. Dabei verfolgt das Teilprojekt K2 die Vision einer gentelligenten Fertigungskette als Gesamtkonzept zur Einbindung von bauteilinhärenten Werkstückinformationen sowie Informationen aus gentelligenten Systemkomponenten.
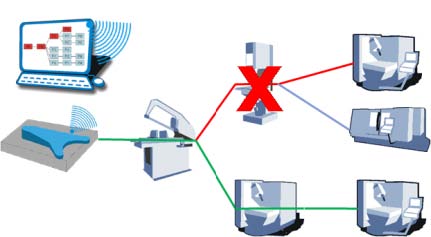
Die gentelligente Fertigungskette (Bild 4) basiert auf einer physischen Fertigungskette und einer prozessübergreifenden Informationskette im Sinne des Internet der Dinge. Sie ermöglicht das Weiterleiten, Verbinden und Verwerten von gentelligenten Informationen in Form von Werkstück und Systeminformationen über den gesamten Produktentstehungsprozess.
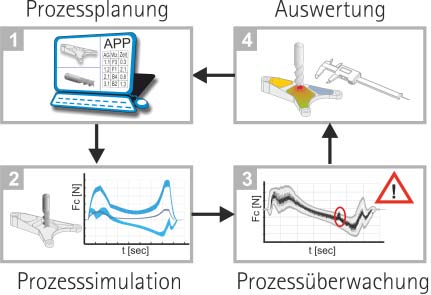
Bereits in der Prozessplanungsphase, mit der entwickelten „Adaptiven Prozessplanung“ (APP) (Bild 4/1), werden bauteileigene Informationen genutzt, um Prozesspläne für nachfolgende Fertigungsprozesse zu erstellen. Mit den in der Prozessplanungsphase festgelegten Prozessstellgrößen werden mit einer Prozesssimulation systematische Einflussfaktoren auf die geometrische Bauteilqualität prognostiziert (Bild 4/2). Dieses Vorgehen ermöglicht die Virtualisierung konventioneller Einfahrprozesse. In einem virtuellen Fertigungsprozess werden relevante Zielgrößen des Fertigungsprozesses, wie bspw. Prozesskräfte und Oberflächengüten, prognostiziert. Die Prozesssimulation ermöglicht weiterhin die Definition von Grenzwerten für eine Überwachung des Fertigungsprozesses (Bild 4/3). Dort werden Prozessgrößen von gentelligenten Komponenten in der Werkzeugmaschine erfasst und kritische Prozesszustände identifiziert (Bild 5). Prozessstörungen werden so wirkstellennah erkannt und durch eine integrierte Logik ausgewertet (Bild 4/4). Durch die Verfügbarkeit von Fertigungsinformationen (bspw. Prozessstörungen) in der Adaptiven Prozessplanung (Bild 4/1) werden Umplanungen auf Basis alternativer Prozessketten vorgenommen und damit störungsbedingte Engpässe vermieden (Bild 6). Alternative Fertigungsrouten werden dabei auf dem Bauteilspeicher abgelegt und kontinuierlich auf den aktuellen Stand gebracht. Durchläuft das gentelligente Bauteil die Fertigung, so wird seine Informationsbasis kontinuierlich erweitert. Verlässt das Bauteil die Fertigung, trägt es sämtliche bauteilspezifischen Fertigungsdaten inhärent in sich. Ein Zugriff auf diese Daten ermöglicht nicht nur die Nachverfolgung des Fertigungsprozesses, sondern hilft auch bei der Ursachenforschung von Langzeitschäden.
Die aktuellen Forschungsschwerpunkte im Teilprojekt sind die Implementierung und Validierung der Adaptiven Prozessplanung auf Teilarbeitsvorgangsebene sowie die Rückführung von Fertigungsinformationen in die Prozessplanung. Weiterhin wird an einem geometrischen Prozessmodell geforscht, um in einem virtuellen Einfahrprozess detaillierte Bauteilqualitäten prognostizieren zu können. Zudem wird eine modellbasierte Prozessüberwachung zur Interpretation und Rückführung von Prozessfehlern in die Prozessplanung entwickelt.
Teilprojektleiter


30823 Garbsen





