
Durch die axiale Werkzeuganregung ergeben sich neue Möglichkeiten Zerspanprozesse hin sichtlicher der Werkstücktopographie als auch der Produktivitätssteigerung gezielt zu beeinflussen. Kernstück dieses Projektes ist daher ein mit dem Projektpartner SAUER GmbH weiterentwickelter aktorischer Werkzeughalter (Bild 1) der auf einem patentierten Werkzeugprinzip beruht, welches im Teilprojekt E1 erarbeitet wurde. Dieser Werkzeughalter ist mit einem piezoaktor ausgestattet der gezielt angesteuert werden kann. Dadurch wird es möglich unterschiedlichste im Halter eingespannte Bohr- und Fräswerkzeuge während der konventionellen Drehbewegung zusätzlich hochdynamisch entlang der Rotaionsachse um einige Mikrometer aus zu lenken. Durch eine echtzeitgesteuerte Ansteuerung des Aktors, ermöglicht dieser technische Aufbau die axiale Bewegung innerhalb der Systemgrenzen (0 – 2000 Hz Frequenz und 0 – 20 μm Amplitude) nahezu frei zu steuern. Dadurch lassen sich Fräs- und Bohrprozesse um drei weitere Parameter wie Auslenkungsform, -Frequenz und –amplitude erweitern. Werkzeuglösungen die benutzerdefinierte Auslenkungen in diesem Bereich erlauben, existieren bisher noch nicht am Markt.

Mittels einer gezielt angeregten einzahnigen Planfräsbearbeitung von Bauteiloberflächen lassen sich so ortsabhänige Variationen der Schnitttiefe durchführen. Daraus resultierenden Strukturen von wenigen μm Tiefe auf der Oberfläche. Ähnlich einer CD lassen sich so Binärinformationen einbringen (Bild 2). Dadurch eröffnet sich die Möglichkeit Bauteile innerhalb der Fräsmaschine mit inhärenten Informationen bis zu einer Speicherdichte von 200 bit/cm² zu versehen. Die flexible Steuerung des Werkzeuges erlaubt es zudem auch zusammenhängende Strukturen zu erzeugen und so
definierte Werkstücktopographiegestaltung durch Muster oder Bilder durchzuführen (Bild 3).


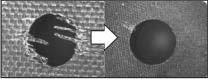
Ein weiterer Schwerpunkt bei der Anwendung dieses Werkzeughalters liegt in der Produktivitätssteigerung von Bohrbearbeitungen. Bei langspanenden Metallen kann durch die sich dynamisch verändernden Kontaktbedingungen während der axialen Werkzeuganregung ein vorzeitiger Spanbruch herbeigeführt werden und so die Prozesskräfte gesenkt und infolge auch die Werkzeugstandzeit gesteigert werden. Bei kunstfaserverstärkten Werkstoffen liegt der Fokus auf der sich verändernden Durchtrennungsrichtung der Fasern beim Eintritt und Austritt während der Bohrbearbeitung. Daraus können Bohrlöcher mit weniger Delamination resultieren (Bild 4). Aber auch während der Planfräsbearbeitung kann die axiale Bewegung der Schneiden zur Beeinflussung der resultierenden Eigenspannungszustände in der Bauteiloberfläche und so letztendlich auch der Bauteillebensdauer genutzt werden.
Teilprojektleiter


30823 Garbsen
Industriepartner


55758 Stipshausen
55758 Stipshausen





